


Photo Usinage Romax
La rectification s’effectue sur une machine-outil conçue à cet effet : la rectifieuse. Il s’agit de rectifier, c’est-à-dire d’approcher une surface d’une forme parfaite (en général : plan, cylindre de révolution ou cône).
La rectification est souvent utilisée dans le but de préparer des surfaces frottantes, par exemple, la portée d’un arbre qui tournera dans un palier lisse ou dans un joint d’étanchéité. Elle peut également être utilisée pour donner un profil particulier à la pièce lorsque la meule a été au préalable usinée au profil complémentaire.
La rectification consiste en l’usinage à très grande vitesse, par abrasion, des surfaces des pièces, au
moyen de cristaux coupants. C’est une opératoion de finition pour laquelle la génération des surfaces
cylindriques et planes peut se faire :
- par balayage de la surface par la meule (travail d’eneveloppe)
- par plongée (hors pièce ou en pleine matière, dans la pièce (travail de forme). La fixation de la pièce
et son maintien sont faits par des moyens classiques (mandrins, étaux, pinces, etc.) soit par des
outillages spéciaux soit enfin par des tables (plateaux) magnétiques.
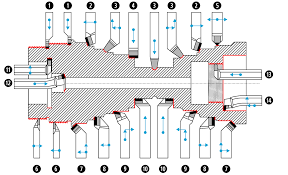
No.
opération Désignation
1 Rectification cylindrique extérieure
2 Rectification conique extérieure
3 Rectification en plongée et épaulement droit
4 Rectification cylindrique intérieure
5 Rectification conique intérieure
6 Rectification de forme intérieure
7 Rectification d’angle par meule conique
8 Rectification extérieure sans centres
9 Rectification intérieure sans centres
10 Rectification plane par meule tangentielle
11 Rectification plane par meule boisseau
12 Rectification plane par meule boisseau
13 Rectification plane sur plateau rotatif
14 Rectification d’angle
15 Rectification de forme
16 Rectification plane extérieure
17 Rectification d’une rainure intérieure
18 Rectification sphérique
19 Rectification hélicoïdale
Rectification plane
Elle consiste en un meulage horizontal de la pièce de façon à éliminer à plusieurs reprises des couches de matériau allant de 10 à 40 micromètres (0,01 à 0,04 mm). Ici, la pièce effectue un mouvement de va-et-vient longitudinal (qui peut être combiné avec un balayage transversal pour rectifier une largeur supérieure à la largeur de la meule).
De même, la rectification double face consiste à rectifier les deux faces de la pièce en même temps.
Rectification cylindrique
Dans le cas de la rectification cylindrique, la pièce tourne sur elle-même et la meule tourne et se déplace en effectuant sa course :
- soit parallèlement à l’axe de la pièce, ce qui génère sur la pièce une microstrie hélicoïdale ;
- soit perpendiculairement à l’axe de la pièce (rectification en plongée), ce qui génère sur la pièce une série de microstries circulaires parallèles.
Dans le premier cas, un joint d’étanchéité (O-ring ou autre) s’appuyant sur la pièce pourra présenter en service une légère fuite d’huile vers l’extérieur ou l’intérieur selon le sens de l’hélice et le sens de rotation de la pièce ; dans le second cas, le joint sera étanche quel que soit le sens de rotation de la pièce.
Rectification de filetages
Il est possible d’obtenir des filetages de précision grâce à des rectifieuses spéciales. Il est possible de rectifier des pièces mâles ou femelles (avec des rectifieuses différentes). La lubrification se fait avec une huile visqueuse projetée à forte pression sur le pont de contact meule/pièce pour évacuer la chaleur produite par un enlèvement de matière nettement plus important que pour la rectification plane ou circulaire.
Il existe deux modes de rectification :
- En plongée : Une meule plus large que la longueur à fileter dont l’axe est parallèle à la pièce et munie de gorges au profil inverse du filetage désiré plonge dans la pièce pendant une fraction de tour de la pièce, parcourt un peu plus que la valeur du pas avant d’être dégagée du filet. Cette méthode permet d’usiner rapidement des filetages courts.
- En chariotage : Une meule étroite plonge en dehors de la zone à fileter, parcourt l’ensemble de la partie fileté, débouche dans une gorge prévue à cet effet (on peut s’en passer mais le dernier filet est incomplet dans ce cas) et dégage. L’axe de la meule est incliné de la valeur de l’angle d’hélice du filetage pour un meilleur respect du profil. Pour les pièces de grande longueur on utilise des lunettes à trois touches permettant d’empêcher la flexion de la pièce vers le bas et du côté opposé à l’effort d’usinage.
En savoir plus sur Fluides et Lubrifiants
Abonnez-vous pour recevoir les derniers articles par e-mail.

Besoin d’une rectifieuse pour usiner une plaque tubulaire d’un faisceau d’échangeur coté tube
J’aimeJ’aime