

Découvrez le rôle des fluides de coupe, les différentes familles disponibles ainsi que les bonnes pratiques d’utilisation, d’entretien et de sécurité pour optimiser vos opérations d’usinage.
Les fluides de travail des métaux
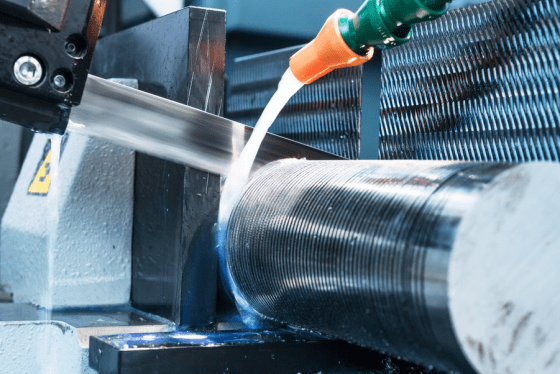
Les fluides de coupe, également appelés fluides de travail des métaux (FTM) ou liquides de refroidissement, sont indispensables aux opérations d’usinage. Leur fonction principale est de refroidir et de lubrifier la zone de coupe afin de limiter les frottements entre l’outil et la pièce.
Ils permettent également d’évacuer efficacement les copeaux, de protéger les outils et les pièces contre la corrosion et d’améliorer la qualité globale de l’usinage.
Ils sont utilisés dans de nombreuses applications telles que :
- Découpe
- Meulage
- Formage
- Rodage
- Taraudage
- Laminage
- Sciage
- Emboutissage
- Toutes les opérations générant des frottements importants
Les principales fonctions des fluides de coupe
Les fluides de travail des métaux permettent de :
- Contrôler et dissiper la chaleur produite lors de l’usinage.
- Réduire les frottements entre l’outil et la pièce.
- Augmenter la durée de vie des outils.
- Améliorer les vitesses d’usinage et le taux d’enlèvement de matière.
- Faciliter l’évacuation des copeaux.
- Prévenir la rouille et la corrosion.
- Améliorer l’état de surface et préserver l’intégrité des pièces usinées.
Les différents types de fluides de coupe
Chaque opération d’usinage nécessite un fluide adapté. Le choix dépend principalement de l’équilibre recherché entre refroidissement et lubrification.
Fluides de coupe
Conçus pour refroidir et lubrifier les outils de coupe, ils améliorent leur longévité, les performances d’usinage et la qualité de finition.
Lubrifiants de coupe et de nettoyage
Ils déposent un film protecteur facilitant le nettoyage des machines tout en assurant une bonne lubrification.
Fluides de coupe et d’étirage
Destinés aux opérations d’étirage des métaux, ils assurent refroidissement et lubrification. Beaucoup intègrent des additifs extrême-pression (EP).
Fluides de meulage
Ils limitent l’échauffement et réduisent les frottements lors de l’utilisation de meules ou de bandes abrasives.
Fluides de sciage
Ils améliorent l’évacuation des copeaux, augmentent la vitesse de coupe, optimisent la finition et prolongent la durée de vie des lames.
Fluides de taraudage
Spécialement formulés pour les opérations de filetage, ils sont souvent adaptés à un matériau précis afin d’obtenir des performances optimales.
Les principales formulations
La formulation détermine les performances du fluide : capacité de refroidissement, pouvoir lubrifiant, résistance aux fortes températures et aux pressions élevées.
De nombreuses solutions sont désormais conçues pour limiter leur impact environnemental tout en garantissant d’excellentes performances.
Aérosols
Idéals pour le perçage, le fraisage et le formage des métaux non ferreux. Ils limitent la montée en température et contribuent à protéger les pièces contre la corrosion.
Émulsions
Mélanges d’huile et d’eau adaptés aussi bien aux métaux ferreux qu’aux métaux non ferreux.
Gels et sprays gélifiés
Lubrifiants haute performance offrant une excellente adhérence, particulièrement adaptés aux applications sous forte pression.
Liquides
Recommandés pour le perçage, le taraudage et l’alésage de matériaux exigeants comme l’aluminium, le titane ou l’Inconel.
Huiles naphténiques
Huiles minérales économiques offrant un bon pouvoir lubrifiant, une faible odeur et une excellente qualité de finition.
Fluides biosourcés
Lubrifiants biodégradables et non toxiques qui réduisent les frottements tout en améliorant la lubrification lors d’usinages intensifs.
Pâtes
Faciles à appliquer au pinceau ou au goutteur, elles conviennent parfaitement au taraudage, au perçage et à l’alésage.
Fluides semi-synthétiques (SSF)
Association d’huile, d’eau et d’additifs synthétiques. Ils moussent peu, sont faciles à entretenir et conviennent particulièrement à l’aluminium et au titane.
Barres ou blocs solides
Solution économique pour le perçage, l’ébavurage, le meulage et le taraudage. Ils sont appliqués directement sur les outils abrasifs.
Mousses en aérosol
Leur excellente adhérence assure une lubrification prolongée. Elles sont particulièrement adaptées aux fraises, forets et tarauds.
Huiles entières
Composées exclusivement d’huiles minérales ou végétales, elles privilégient la lubrification lorsque le refroidissement est secondaire.
Fluides synthétiques (SF)
Sans huile, ils offrent un excellent pouvoir de refroidissement et une excellente stabilité biologique, notamment pour le meulage et les usinages de puissance modérée.
Huiles solubles (WSO)
Émulsions d’huiles minérales ou végétales dans l’eau, offrant une bonne protection anticorrosion et une lubrification efficace pour les usinages exigeants. Elles peuvent toutefois mousser dans les installations à haute pression.
Cires
Appliquées directement sur la zone de coupe, elles réduisent les frottements et facilitent le déplacement de l’outil.
Comment choisir le bon fluide de coupe ?
Avant de sélectionner un fluide, plusieurs critères doivent être pris en compte :
- Le matériau à usiner.
- La qualité et la composition chimique de l’eau utilisée.
- Les performances du fluide actuellement en service.
- Le type de fluide souhaité (soluble, semi-synthétique ou synthétique).
- Le budget disponible et les préférences d’utilisation.
Les additifs améliorant les performances
Additifs extrême-pression (EP)
À base de chlore, de soufre ou de phosphore, ils réagissent avec le métal fraîchement usiné afin d’éviter le collage des copeaux et la formation d’arêtes rapportées.
Lubrifiants de frontière
Leurs molécules polaires adhèrent aux surfaces métalliques et réduisent fortement les frottements.
Lubrification hydrodynamique
Ils créent un film continu entre les surfaces métalliques, empêchant tout contact direct métal contre métal.
Entretien et sécurité
Contrôles réguliers
Un suivi régulier garantit la stabilité du fluide et les performances des machines.
Les principaux signes d’un fluide dégradé sont :
- Changement de couleur ou séparation des phases.
- Formation excessive de mousse.
- Présence de copeaux, de limaille ou d’huile parasite.
- Odeurs inhabituelles.
- Niveau de cuve insuffisant.
- Encrassement des machines.
- Irritations cutanées ou troubles respiratoires chez les opérateurs.
Lorsque l’un de ces symptômes apparaît, il est recommandé de contrôler la concentration du fluide, d’éliminer les huiles étrangères, de filtrer ou nettoyer le circuit, de corriger l’aération puis de renouveler le fluide si nécessaire.
Bonnes pratiques de sécurité
- Porter les équipements de protection individuelle (gants, lunettes et protections respiratoires).
- Limiter l’exposition aux brouillards d’huile et aux particules d’usinage.
- Respecter les recommandations du fabricant concernant la manipulation et le stockage.
Entretien préventif
Pour préserver durablement les performances des fluides :
- Nettoyer le réservoir tous les 6 à 12 mois.
- Ajouter régulièrement un traitement antimicrobien afin de limiter le développement bactérien.
- Retirer quotidiennement les copeaux et les huiles parasites.
- Faire fonctionner les machines au moins une heure par jour ou utiliser un système d’aération du bac.
- Homogénéiser le fluide avant son ajout dans la cuve.
- Contrôler chaque semaine la concentration à l’aide d’un réfractomètre.
- Toujours préparer le mélange eau/concentré avant remplissage et ne jamais ajouter directement de l’eau ou du concentré dans la cuve.
Conseil
L’huile parasite qui flotte à la surface du fluide doit être éliminée régulièrement à l’aide d’un écumeur ou d’un dispositif équivalent afin de préserver la qualité du fluide de travail des métaux et d’éviter toute contamination.
En savoir plus sur Fluides et Lubrifiants
Abonnez-vous pour recevoir les derniers articles par e-mail.
