
Aesculap AG a modernisé le processus d’ébavurage de ses lames de scie Rapid Action, passant d’une opération manuelle à un système automatisé et sans contact développé par ultraTEC innovation GmbH (groupe Vollmer). Cette solution technique utilise l’énergie ultrasonique pour éliminer les micro-bavures des composants en acier inoxydable, garantissant une précision chirurgicale et une fiabilité opérationnelle optimale.
Mécanismes techniques d’oscillation ultrasonique et d’ébavurage :
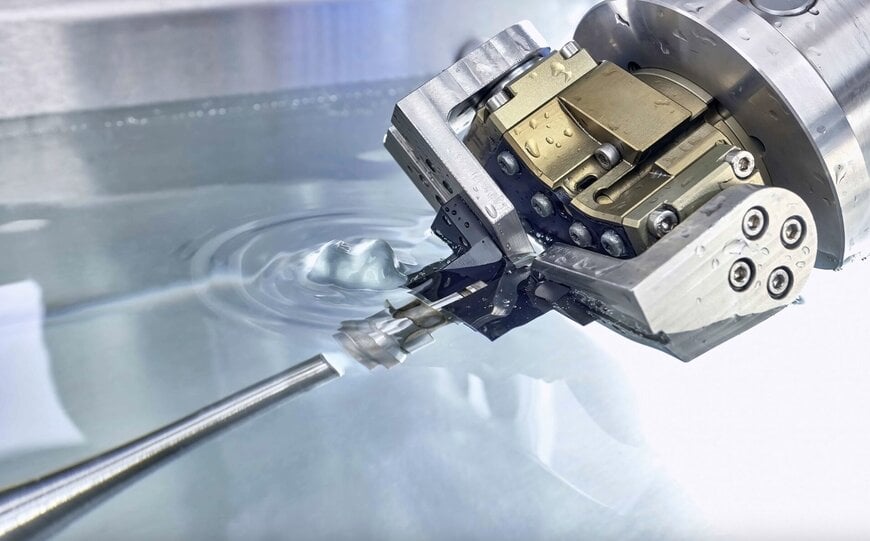
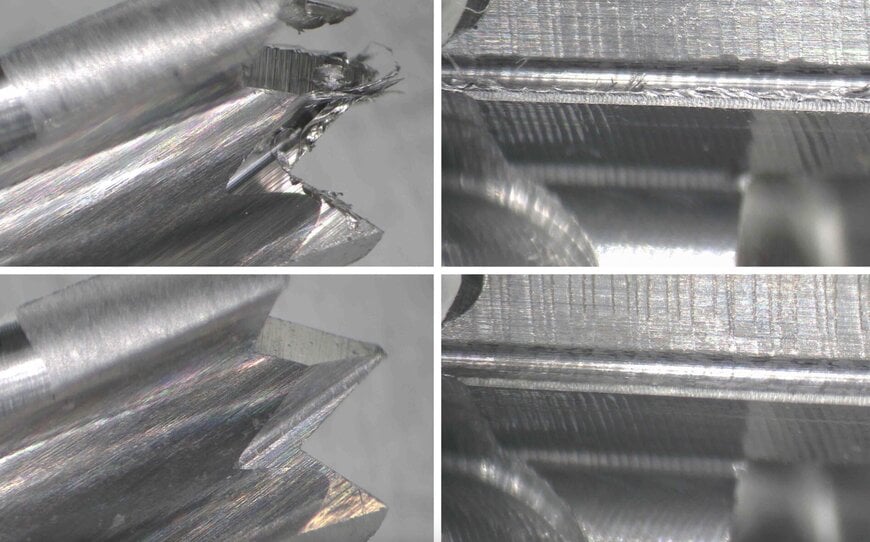
Le processus d’ébavurage est réalisé dans un bain d’eau où les lames de scie sont exposées à l’énergie ultrasonique haute fréquence générée par une sonotrode. Stimulée par un générateur, la sonotrode oscille à une fréquence de 20 000 Hz (20 kHz) avec une amplitude de 0,1 mm. Ces vibrations haute fréquence provoquent un mouvement rapide des bavures et des fibres présentes sur la lame en acier inoxydable de haute qualité, jusqu’à ce qu’elles atteignent une rupture mécanique. Cette méthode sans contact est particulièrement avantageuse pour la fabrication de dispositifs médicaux car elle préserve l’intégrité des arêtes de coupe tout en assurant une élimination fiable et propre des matières indésirables.
Automatisation et intégration dans la chaîne d’approvisionnement numérique.
La transition vers le système ultraTEC A25 S permet à Aesculap de s’affranchir de l’ébavurage manuel, une opération fastidieuse qui nécessitait auparavant jusqu’à six employés utilisant des brosses et des grattoirs en nylon. Le nouveau flux de travail automatisé s’intègre parfaitement à une chaîne de production continue.
- Manutention des pièces : Les lames de scie sont transportées dans un chariot dédié pouvant contenir jusqu’à 180 pièces.
- Système de préhension pneumatique : une pince transfère automatiquement les lames dans la cuve de traitement sans intervention manuelle.
- Traitement multi-sonotrodes : Jusqu’à trois sonotrodes permettent l’usinage de plusieurs types de lames (longueurs de 40 mm à 60 mm) en une seule opération de serrage.
- Optimisation du débit : Le cycle de traitement complet d’une lame de scie à action rapide est réduit à 60 secondes, permettant un fonctionnement sans personnel et augmentant la capacité totale de l’installation.
Impact sur l’assurance qualité et la validation :
Aesculap fabrique des instruments chirurgicaux à l’échelle micrométrique, notamment des outils de précision pour micro-aiguilles d’environ 70 micromètres de diamètre. Garantir une qualité constante pour un portefeuille de 28 000 produits exige des processus hautement reproductibles. La mise en œuvre du système A25 S facilite la validation prévue du processus d’ébavurage, ce qui permettra à terme à l’entreprise de supprimer l’une de ses deux étapes de contrôle à 100 %. Cette optimisation allège la charge pesant sur l’écosystème de données du contrôle qualité, tout en maintenant les normes de sécurité rigoureuses requises pour les dispositifs médicaux à usage unique utilisés lors d’incisions osseuses et tissulaires.

Contexte supplémentaire :
Cette section détaille les spécifications techniques et l’analyse comparative avec la concurrence, non incluses dans l’annonce initiale du produit.
L’ébavurage par ultrasons se révèle être une alternative supérieure à l’ébavurage thermique (TEM) ou à l’ébavurage électrochimique (ECD) pour les instruments médicaux de précision. Alors que le traitement TEM peut engendrer des zones affectées thermiquement (ZAT) indésirables altérant la dureté du tranchant en acier inoxydable, le procédé ultrasonique reste « froid », préservant ainsi les propriétés métallurgiques des lames Aesculap. Techniquement, la fréquence de 20 kHz utilisée par l’A25 S est optimisée pour prévenir l’érosion par cavitation sur la surface principale tout en concentrant l’énergie sur les sections transversales les plus fines des bavures. Du point de vue de la chaîne d’approvisionnement numérique, la capacité du système ultraTEC à gérer différentes géométries de lames (longueurs de 25 à 90 mm et largeurs de 5 à 30 mm) au sein d’un environnement unique piloté par logiciel offre un avantage considérable en termes de flexibilité par rapport à la finition vibratoire, souvent moins précise pour les composants médicaux micrométriques.
Source : metalworkingmag
En savoir plus sur Fluides et Lubrifiants
Abonnez-vous pour recevoir les derniers articles par e-mail.
