

Souvent pointés du doigt pour la toxicité des additifs destinés à améliorer leurs propriétés et des résidus formés au cours de leur utilisation, les fluides de coupe ne peuvent pour autant pas toujours être supprimés purement et simplement en vue d’un usinage propre. L’optimisation des opérations de coupe en vue de minimiser la lubrification permet en revanche de réduire à la fois les coûts et l’impact environnemental, sans altérer la qualité de la pièce.
Usiner de manière plus respectueuse de l’environnement ? Le sujet recouvre de multiples approches et produits. Un foisonnement qui implique une démarche globale et structurée pour intégrer l’usinage propre ou l’éco-usinage dans sa stratégie.
1. USINER PROPREMENT : Optimiser les consommations et valoriser les déchets
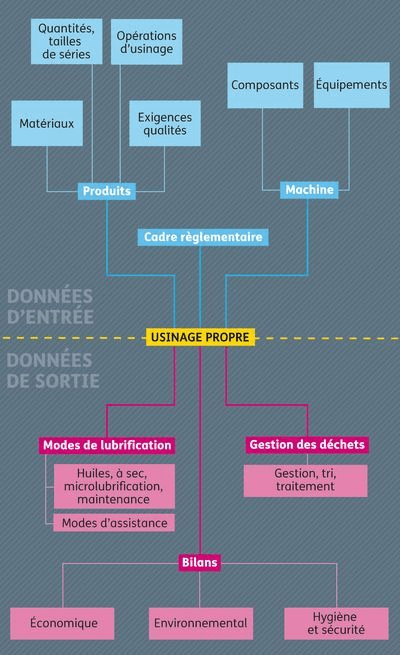
L’usinage propre consiste à réduire l’impact sur l’environnement ainsi que les coûts de production, en s’appuyant sur une rationalisation de l’utilisation des huiles de coupe, sur l’optimisation des énergies consommées et sur la valorisation des déchets. Une démarche d’autant plus intéressante qu’une mauvaise gestion des facteurs environnementaux génère globalement des surcoûts directs ou indirects pour l’entreprise. Parmi eux, on peut lister : la surconsommation des ressources naturelles (eau, pétrole…) ou d’énergie (électricité, air comprimé…) ; les coûts des rejets dans l’environnement (pollution des nappes phréatiques, de l’air, du sol…) et ceux du retraitement des déchets (fluides de coupe, copeaux…) ; les mauvaises conditions d’hygiène (mise en contact avec des produits cancérogènes, risques de dermatoses, inhalation de brouillard d’huile…) et de sécurité (chute sur sol glissant, bruit…) avec les surcotisations auprès des caisses d’assurance-maladie qui y sont associées.
II convient donc d’étudier l’ensemble de ces facteurs au travers d’une approche « produit-process-environnement » pour tirer le meilleur parti de ce qui est consommé, éviter les gaspillages et valoriser les déchets. Cette démarche est de nature à procurer un avantage concurrentiel à l’entreprise, tant sur le plan technique qu’économique. (Fig. 1)
Les surcoûts sont par exemple liés à des investissements dans des équipements (aménagement des zones de stockage des lubrifiants, bennes à copeaux…) ou consommables (outils coupants…), ainsi qu’à des différentiels de coûts de maintenance ou de gestion (centrales de lubrification, effluents, déchets…). Des économies peuvent ainsi être réalisées sur certains consommables, comme les huiles de coupe, ou grâce à la réduction des cotisations sociales due à l’amélioration des conditions d’hygiène et de sécurité. Des recettes peuvent également être tirées de la valorisation des déchets (copeaux…). Enfin, l’amélioration des conditions de travail a un impact sur le taux de service des machines et sur l’image de marque de l’entreprise.
Fig 1.
Le périmètre de l’usinage propre
2. GÉRER LA DANGEROSITÉ : Maîtriser les risques liès aux polluants
Les installations d’usinage des métaux peuvent être soumises à déclaration ou autorisation selon la puissance globale des machines. Dans la réglementation et l’arrêté d’exploitation sont alors définies des valeurs limites pour le rejet des effluents, la dangerosité des déchets générés (fluides de coupe, boues d’usinage…), leurs conditions de stockage et de collecte.
Les risques liés à l’utilisation de fluides de coupe doivent être pris en compte dans le document annuel d’évaluation des risques professionnels et figurer dans la fiche de poste. Les opérateurs doivent porter des équipements de protection individuelle adaptés.
Les brouillards, fumées et poussières doivent être captés à la source. Dans le guide de la ventilation de l’Institut national de recherche et de sécurité (INRS), une valeur limite en brouillard d’huile dans l’ambiance de travail de 0,5 mg/m3 est recommandée. Dans les locaux à pollution spécifique où des substances dangereuses ou gênantes sont émises, les concentrations moyennes en poussières inhalables et alvéolaires de l’atmosphère inhalée par une personne, ne doivent pas dépasser respectivement 10 et 5 mg/m3 d’air sur une période de huit heures.
3. MINIMISER LA LUBRIFICATION : À chaque changement, des conséquences immédiates
La démarche vers l’usinage propre se décompose en trois étapes principales : pré-étude ; industrialisation ; bilans finaux. (Fig. 2)
La pré-étude commence par une identification des opportunités d’évolution de la lubrification lors de l’usinage. Chaque matériau, en fonction du mode d’usinage envisagé, dispose d’un mode de lubrification préférentiel connu pour donner le meilleur couple productivité/durée de vie de l’outil. L’objectif est de faire évoluer ce mode, tant dans sa nature que dans son usage, afin de minimiser la lubrification. Cette dernière remplit plusieurs fonctions élémentaires lors de l’usinage : favoriser la coupe ; préserver l’intégrité du matériau usiné ; refroidir l’outil, la pièce et certains éléments de la machine et enfin nettoyer la zone d’usinage.
Fig 2.
Synoptique de la démarche proposée

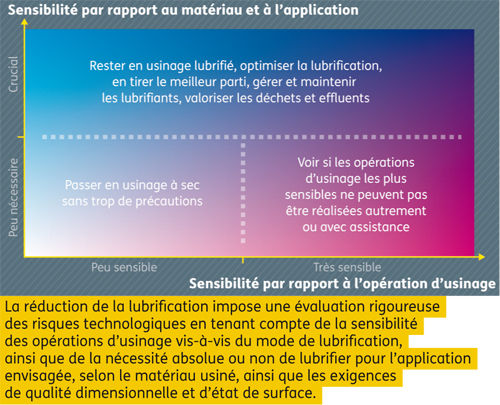
Sa réduction ne peut se faire sans une évaluation rigoureuse des risques technologiques (Fig. 3). Ainsi, les opérations d’usinage dites « fermées » (perçage, alésage, taraudage) présentent des risques de mauvaise évacuation des copeaux, tandis que les opérations à coupe continue (tournage, perçage, alésage) peuvent engendrer des temps de contact outil/copeau très importants, avec de fortes contraintes d’évacuation des copeaux. La réduction de la lubrification peut conduire à remplacer ces opérations par d’autres à coupe discontinue, comme le fraisage ou le perçage par interpolation. Des assistances à la coupe peuvent aussi être envisagées : soufflage pour le refroidissement et l’évacuation des copeaux ; assistance vibratoire de l’outil ou lubrification haute pression pour fragmenter les copeaux. Lorsque le mode de lubrification change, les conséquences sont immédiates. Cela concernera la tenue des outils, la productivité, la qualité des pièces (tolérances, états de surface, contraintes superficielles et tenue en fatigue associée), la fiabilité de la machine (bourrage des convoyeurs à copeaux), l’hygiène et la sécurité.
Fig. 3
Grille d’évaluation des risques technologiques
Ainsi, pour diminuer l’usure des outils par abrasion, on choisira une nuance ou un revêtement plus dur, ou l’on devra réduire la vitesse de coupe. Pour diminuer l’adhésion des copeaux, on choisira un revêtement à faible coefficient de frottement, avec une géométrie d’outil plus positive, et l’on augmentera l’épaisseur de copeau tout en diminuant la vitesse de coupe. Enfin pour évacuer la chaleur, une assistance par air comprimé est envisageable, mais génératrice de bruit, de poussières en suspension dans l’air et consommatrice d’énergie.
L’intégrité d’un matériau usiné est souvent associée à la tenue en fatigue de la pièce fabriquée. On y associera donc l’état des contraintes superficielles, l’intégrité de la structure métallurgique du matériau usiné, l’état de surface. Les deux premiers points sont liés à la thermique de la coupe. Le dernier est davantage lié aux problématiques d’arête rapportée et de géométrie d’outil.
Le procédé d’usinage est par nature un procédé exothermique. Selon plusieurs paramètres, dont l’usinabilité du matériau considéré, sa conductibilité thermique et les conditions de coupe employées, des gradients de température très importants sont obtenus dans la zone de coupe (Fig. 4). Selon les températures atteintes, différents phénomènes peuvent apparaître avec des répercussions sur l’état de contraintes superficielles, sur la structure métallurgique. Il s’agit par exemple d’un effet de « chaude de retrait » (dilatation puis retrait local dus à l’échauffement élevé et localisé) appliqué sur la surface de la pièce ; de la modification de la structure métallurgique du matériau ou de ses caractéristiques du fait de l’effet de trempe locale ou encore de l’oxydation en surface des matériaux.
L’adoption de ces alternatives techniques est évidemment conditionnée par la viabilité économique de la solution envisagée. Une fois définies les opportunités d’évolution et les risques associés, les industriels doivent donc analyser le processus de lubrification en place et le comparer au nouveau système envisagé, en simulant l’impact des procédés envisagés sur la durée de vie des outils, les conditions de coupe et la qualité des pièces.
Ces bilans technico-économiques permettent d’arbitrer entre l’industrialisation de l’un des process de lubrification envisagés et une simple optimisation de la gestion des huiles de coupe dans le process existant.
4. INDUSTRIALISER : Lubrification ou usinage à sec
Partant de l’usinage lubrifié, il est possible d’envisager de passer à une microlubrification, à l’usinage à sec ou à l’usinage assisté haute pression.
La microlubrification consiste à générer un brouillard d’huile projeté sur la zone de coupe. Ceci limite l’usure adhésive sur les parties actives des outils et améliore l’état de surface de la pièce usinée. Toutefois, le brouillard est sujet à recondensation avant d’arriver à la zone de coupe selon la longueur des canalisations le véhiculant, la taille des gouttelettes, la configuration de la machine et le type d’outil et d’opération. Ce qui dicte le choix entre différentes techniques d’obtention.
La plus simple est la microlubrification externe où une goutte d’huile est vaporisée dans un jet d’air comprimé dirigé vers la zone de coupe (Fig. 5). SKF propose avec son système LubriLean, un générateur d’aérosol d’huile qui est dirigé, via un canal à travers la broche et l’outil, vers les arêtes de coupe. D’autres fabricants, tels Bielomatik ou Horkos créent directement l’aérosol dans la broche au plus près de l’outil. Mais quel que soit le système retenu, il génère un brouillard d’huile qu’il conviendra de capter et de traiter pour éviter les nuisances.
Le passage à l’usinage à sec modifie les mécanismes d’usure des outils pouvant entraîner une réduction de leur durée de vie et provoquer des bourrages de copeaux, notamment en perçage. Il convient donc de sélectionner la bonne géométrie, les bons revêtements (résistants à l’abrasion, à l’adhésion), et de veiller à la propreté des parties actives des outils. Des travaux avancés montrent l’intérêt de la texturation de la face de coupe des outils, qui diminue l’adhérence des copeaux (Fig. 6) mais augmente le coût des outils de façon significative.
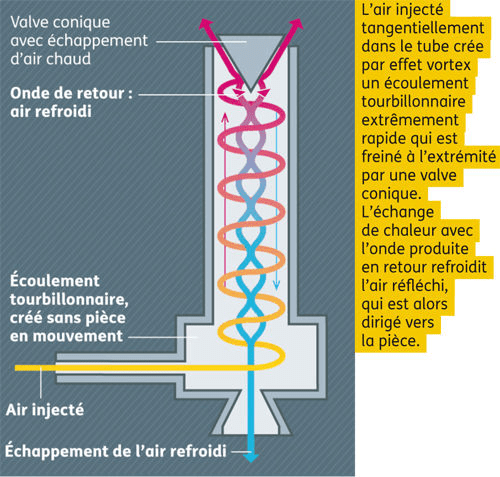
Afin de mieux refroidir la zone de coupe, on peut utiliser un tube de Ranque-Hilsch, plus connu dans le monde industriel sous le nom de tube vortex. C’est un dispositif thermodynamique sans pièce mobile produisant de l’air froid. Il a été imaginé par le français Georges Joseph Ranque et amélioré par l’allemand Rudolph Hilsch (Fig. 7). Avec une alimentation en air comprimé (5 à 10 bar) très sec et propre, l’abaissement de température peut être de l’ordre de 20 à 40 °C selon le réglage de la valve d’échappement. Des travaux sont en cours pour intégrer de tels systèmes directement dans les attachements des outils.
Fig. 4
Distribution des échanges de chaleur lorsque l’outil enlève le copeau

Enfin, pour pallier la mauvaise évacuation des copeaux de perçage, qui ne sont plus entraînés par le lubrifiant, divers systèmes faisant vibrer axialement le foret ont été développés. Les microvibrations fragmentent le copeau lors de sa création.
Lorsque la lubrification reste une nécessité, pourquoi ne pas en tirer le meilleur parti en la mettant en oeuvre à haute pression ? Utilisée en tournage cette technique consiste à projeter à quelques centaines de bars l’huile de coupe sur la face de l’outil. Cela fragmente les copeaux, surtout pour les opérations de finition, tout en améliorant la durée de vie des outils et les états des surfaces usinés. Si cela ne nécessite que l’installation d’une pompe haute pression, il faut toutefois prévoir des capotages étanches et une aspiration du brouillard d’huile sur la machine.
5. RECYCLER ET VALORISER LES DÉCHETS : Surveiller la composition des fluides
Les deux dernières étapes consistent à optimiser la gestion des huiles de coupe, et à valoriser les copeaux, les déchets et les effluents.
Outre ses fonctions de lubrification, de réfrigération et d’évacuation des copeaux, le fluide de coupe, qu’il s’agisse d’huiles entières ou de fluides aqueux, doit avoir un impact minimum sur l’environnement : opérateur ; machine-outil ; pièce usinée ; atelier ; milieu naturel. Toutes les étapes de son cycle de vie doivent donc être suivies avec la plus grande attention, de la sélection au recyclage, en passant par le stockage, la préparation et la surveillance. Cette dernière est primordiale pour détecter le plus tôt possible toute modification significative des caractéristiques du fluide en service en vue de les réajuster par des actions de maintenance appropriées.
Fig.5
La microlubrification externe

Ces modifications sont de deux ordres : dégradation (oxydation, consommation et dégradation des additifs, dégradation par les micro-organismes pour les fluides aqueux) et contamination (micro-copeaux, huiles contaminantes, micro-organismes…). Du fait de leurs formulations, les caractéristiques à évaluer sont très différentes pour les huiles entières et les fluides aqueux. Pour les premières, le plan d’analyse variera en fonction de la formulation du produit et de l’application, en particulier l’évaluation de la contamination particulaire (quantité et dimensions) ou le suivi de certains éléments additifs (extrême pression par exemple). Compte tenu des appoints qui apportent des additifs neufs, les huiles entières se dégradent peu. Une analyse mensuelle est donc suffisante. Pour les fluides aqueux, il faut suivre en particulier la concentration, le pH, la présence de micro-organismes, la présence d’huiles contaminantes, et la contamination particulaire. Ce suivi est nécessaire à une fréquence maximale hebdomadaire. Pour le pH et la concentration, une fréquence quotidienne est idéale.
Outre la détection des anomalies en vue de leur correction, ces suivis permettent d’améliorer les conditions d’hygiène et sécurité par le maintien des caractéristiques nominales des fluides, et d’augmenter la durée de vie des produits, diminuant ainsi leurs coûts d’achat et d’élimination. La valorisation des copeaux, des déchets et des effluents est aussi un point important de la démarche vers l’usinage propre. Suivant le secteur industriel, l’usinage produit des quantités importantes de copeaux, qu’il s’agisse de grandes séries dans l’automobile ou d’usinage dans la masse dans l’aéronautique. Afin, de valoriser au mieux ces copeaux, utilisés comme matière première secondaire par la sidérurgie, il faut qu’ils soient triés précisément et qu’ils contiennent le minimum de fluide de coupe.
Fig.6
Structuration des plaquettes

6. GÉRER LES EFFLUENTS LIQUIDES : Adapter le traitement aux caractéristiques des fluides
Outre, les copeaux et les boues d’usinage, les effluents peuvent représenter des volumes de déchets importants (vidanges de bains usés, égouttures sur le sol, écoulement des bennes de stockage…).
Les techniques de traitement et de valorisation diffèrent suivant la composition des fluides d’usinage usés. Les huiles entières ont une durée de vie très importante, car elles sont peu sujettes aux variations de concentration ou aux développements bactériens. De ce fait, une filtration adaptée et efficace prolonge de façon considérable leur durée d’utilisation. En fin de vie, elles doivent être collectées pour être retraitées par les centres agréés qui les valorisent, soit par régénération et fabrication de nouvelles huiles de base, soit par combustion et récupération énergétique.
En ce qui concerne les fluides aqueux, la maintenance des bains est plus complexe. Malgré les précautions (suivi analytique rigoureux, filtration, déshuilage), la durée de vie des bains est limitée, d’où des vidanges fréquentes générant des volumes d’effluents plus importants. Cette fréquence dépend de plusieurs facteurs : la maintenance des bains, la résistance des fluides utilisés, la qualité de l’eau de dilution, la sévérité de l’opération d’usinage, la nature des matériaux usinés et la pollution des bains par d’autres substances. Quant à la valorisation des effluents collectés, elle est très difficile, car les fluides d’usinage sont très dégradés, du fait de leur pollution par des huiles, des particules, ou encore des développements bactériens.
Il existe trois solutions pour éliminer ces effluents. Le rejet à l’exutoire est possible lorsque les effluents respectent les limites de rejet imposées par la réglementation. Mais c’est très souvent impossible, car ils ont des caractéristiques physico-chimiques dépassant très largement les limites réglementaires de rejet, notamment vis-à-vis de la demande chimique en oxygène (DCO), la demande biochimique en oxygène (DBO), la teneur en hydrocarbures et la teneur en azote global.
Fig.7
Le tube de Ranque-Hilsch ou tube vortex
Reste alors le traitement dans un centre agréé. La filière la plus utilisée pour les fluides d’usinage aqueux est le cassage physico-chimique, suivi d’un traitement biologique ou d’un traitement par évapo-concentration ou par évapo-incinération pour les effluents les plus chargés en produits organiques. Pour les sites industriels importants, concernés par un volume supérieur à 500 m3/an, il peut être rentable d’effectuer un traitement local en séparant la pollution dans un concentrât éliminé en centre agréé et une eau épurée susceptible d’être recyclée dans le processus industriel en tant qu’appoints des bains.
Cette approche permet à une entreprise de réduire son impact environnemental et ses coûts de fabrication en tirant le meilleur parti de ce qui est consommé, en évitant les gaspillages et en valorisant les déchets. ( http://www.industrie-techno.com/ PUBLIÉ LE 01/10/2013 )
En savoir plus sur Fluides et Lubrifiants
Abonnez-vous pour recevoir les derniers articles par e-mail.
