

La spécification mise à jour des graisses multi-usages hautes performances (HPM) NLGI améliore les performances par rapport aux spécifications GC-LB existantes pour les applications nouvelles et émergentes. Développée en 1989, la GC-LB est reconnue comme un gage de qualité pour les utilisateurs de graisse. Les améliorations apportées aux matériaux, aux technologies et aux applications ont conduit à un nouvel ensemble de spécifications pour les graisses multi-usages hautes performances (HPM). La nouvelle certification Graisse Multi-usages Hautes Performances (HPM) propose une spécification principale et quatre étiquettes de performance :
résistance à l’eau (HPM + WR)
, résistance à la corrosion (HPM + CR)
, capacité de charge élevée (HPM + HL)
, performance à basse température (HPM + LT)
. Pour les graisses de catégorie HPM + HL, le changement le plus significatif a été l’augmentation de la charge de soudure requise de 250 kg à un minimum de 400 kg lors de l’essai extrême pression ASTM D2596.
Un testeur à quatre billes est généralement utilisé pour effectuer les essais de prévention de l’usure (WP) ou d’extrême pression (EP). Les essais EP durent de 10 à 60 s, une durée bien plus courte que celle des protocoles d’essai WP, qui durent une heure. Plusieurs normes régissent les essais EP. Un résumé est présenté dans le tableau 1.
Cette durée plus courte confère une importance considérable à l’accélération. Les protocoles d’essai EP standard ne prescrivent qu’une vitesse moyenne pour la bille supérieure en rotation ; cependant, l’accélération de la bille supérieure, ou le temps de montée en puissance (le délai nécessaire pour atteindre la vitesse moyenne), n’est pas spécifié. Cela peut-il conduire à des charges de soudure peu fiables et « fictives » pour la même graisse HPM-HL ?
Cet article décrit l’effet du délai de la bille supérieure pour atteindre la vitesse moyenne sur le comportement des graisses en extrême pression.
Matériels et méthodes
Graisses
Une graisse commerciale à forte charge de soudure pouvant offrir une protection contre l’usure, le grippage et les piqûres dans les transmissions par engrenages a été choisie pour cette étude. Il s’agissait de la graisse NLGI de grade 00 ayant une densité de 0,92 g/cc à 20 °C, une viscosité cinématique de 500 cSt à 100 °C, un point d’éclair supérieur à 200 °C et un palier de charge de grippage FZG égal ou supérieur à 12.
Testeur à quatre billes avec contrôle de rampe de vitesse
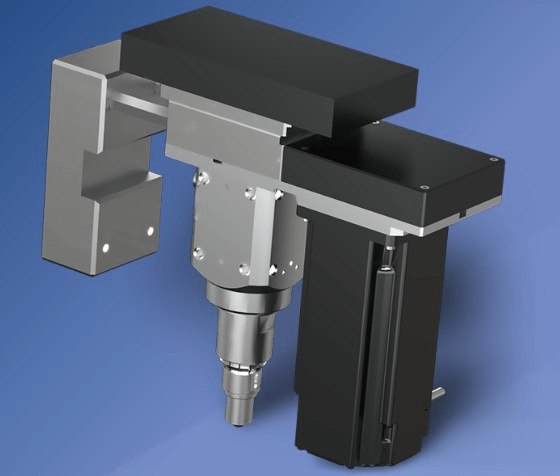
Un testeur à quatre billes automatisé et contrôlé par ordinateur (modèle FBT3) de Ducom Instruments, États-Unis a été utilisé dans cette étude (Figure 1). Un moteur à entraînement direct à vitesse variable sans aucun agencement de courroie ou de poulie a été utilisé pour contrôler la vitesse entre 100 tr/min et 3000 tr/min. Le temps de montée en vitesse, c’est-à-dire le délai dans lequel la vitesse du moteur atteint 1770 tr/min à partir de 0 tr/min, a été contrôlé à l’aide des codeurs de position fonctionnant en boucle fermée avec le système d’entraînement à fréquence variable qui contrôlait le flux de courant vers le moteur et la vitesse du moteur. Français Dans cette étude, nous avons choisi un temps de montée en vitesse de 0,15 s, 0,25 s et 0,95 s, ce qui correspond au délai nécessaire au moteur pour atteindre une vitesse moyenne prédéfinie de 1770 tr/min (Figure 2). Les intervalles de temps ci-dessus ont été choisis en tenant compte des capacités du moteur et de la technologie utilisée dans les testeurs commerciaux à quatre billes.
Charge de passage et charge de soudure
Conformément à la norme ASTM D2596, la graisse est emballée dans le pot à billes avec trois billes d’acier fixes d’un diamètre de 12,7 mm, de grade 25 extra poli, de dureté 64 à 66 HRc à une température de 27 ± 8 °C. La bille d’acier supérieure tourne à une vitesse moyenne de 1770 ± 60 tr/min pendant une durée d’essai de 10 s. S’il n’y a pas eu de soudure des billes d’essai, la charge est augmentée à l’étape de charge suivante, en utilisant un tableau de consultation des étapes de charge donné dans la norme ASTM D2596. La charge de soudure est le palier de charge auquel les billes d’essai fusionnent et se soudent, ce qui produit un couple de frottement élevé qui arrête le moteur. Cela représente l’incapacité des graisses lubrifiantes à empêcher le grippage. Le palier de charge précédant la charge de soudure est la charge de passage. Cette charge représente l’état de la graisse lubrifiante après le début du grippage et avant le grippage complet.
Indice d’usure de charge :
ce paramètre est crucial pour évaluer la capacité d’un lubrifiant à prévenir l’usure sous fortes charges, aidant ainsi les ingénieurs à choisir le lubrifiant adapté à des applications spécifiques et à prolonger la durée de vie des équipements. À chaque charge de passage, les trois billes d’essai du pot à billes subissent une usure importante. La valeur moyenne du diamètre de la cicatrice d’usure sur ces trois billes peut être mesurée au microscope afin de déterminer le diamètre moyen de la cicatrice d’usure. La charge corrigée est une charge de passage compensée par l’usure. Elle est calculée en multipliant la charge de passage par le rapport entre le diamètre de contact hertzien et le diamètre moyen de la cicatrice d’usure. La charge corrigée a été déterminée pour le lubrifiant à un temps de montée en vitesse de 0,15 s, 0,25 s et 0,95 s.
Impact sur la charge de soudure, la charge de passage et l’indice d’usure de la charge
Français Le temps de montée en vitesse a eu une influence significative sur la charge de passe, la charge corrigée et la charge de soudure de la graisse (Figure 3). En modifiant le temps de montée en vitesse de 0,15 à 0,25 s, une augmentation de la charge de soudure de 800 kg à 1000 kg a été observée. Avec un temps de montée en vitesse de 0,95 s, la graisse n’a pas soudé même à une charge de 10 000 N.
L’évolution de l’usure avec des charges croissantes dans une séquence d’indice charge-usure a été analysée. L’usure des billes d’essai semble pratiquement inchangée pour des charges allant jusqu’à 315 kg. Au-dessus de 400 kg, il y avait une influence significative avec une cicatrice d’usure plus faible pour un temps de montée en vitesse plus lent de 0,95 s par rapport à 0,15 s (Figure 4).
L’indice charge-usure (LWI) a été calculé à partir du MWSD, du diamètre moyen de Hertz et de la charge corrigée. Français LWI était plus faible (133 kg) pour une accélération plus rapide de 0,15 s par rapport à une accélération plus lente de 0,95 s qui a donné un LWI de 201 kg, soit une augmentation fictive de 50 % du LWI pour la même graisse (Figure 5). Ce décalage du LWI peut être rationalisé étant donné les charges de soudure plus élevées requises pour des taux d’accélération plus lents.
Discussion
Une explication possible de ce phénomène pourrait être liée à la température d’éclair au contact. Le soudage se produit lorsque la température d’éclair atteint le point de fusion de l’acier (environ 1400 °C) et, par conséquent, la différence dans les charges de soudure résulte de charges différentes nécessaires pour atteindre la température de fusion. Nous avons émis l’hypothèse qu’une accélération plus rapide (0,15 s) entraîne une dissipation thermique réduite (Figure 6) loin du contact, ce qui entraîne une température d’éclair plus élevée et une charge de soudure plus faible. En revanche, lorsqu’une accélération plus lente (0,95 s) était imposée, la plus grande dissipation de chaleur entraînait une température d’éclair plus basse au contact, nécessitant une charge normale plus élevée pour réaliser le soudage des billes d’essai.
En savoir plus sur Fluides et Lubrifiants
Abonnez-vous pour recevoir les derniers articles par e-mail.
